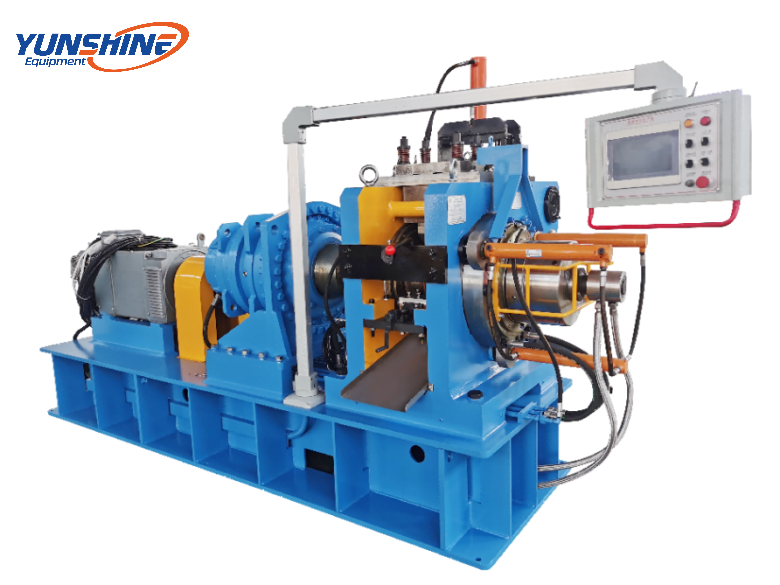
Two-roller Single-motor Copper Rod Cold Rolling Mill
Product Detail
Parameter
No. | Item | Data |
1 | Model | Ф20mm-Ф8mm cold rolling mill for copper alloy rod |
2 | Inlet dia | Ф20mm |
3 | Outlet dia | Ф8mm |
4 | Outlet rod out of roundness | No more than 0.2mm |
5 | Rolling pass | 10 passes rolling |
6 | Rolling speed | Max1.5M/S |
7 | Pass schedule | llipse-round hole type system |
8 | Total extend compression ratio | 6.25 for each |
9 | Each pass compression ratio | 1.15-1.3(The hole is variable) |
10 | Total installing power | 200kw |
11 | Operation mode | 10 frames separate transmission speed controlled by frequency |
12 | Control mode | PLC control, touch screen display |
13 | Type | 2 high horizontal- vertical |
14 | Nominal roller dia | Ф248mm(double groove) |
15 | No. of frame | 10 sets |
16 | Main motor | 10* 22kw AC frequency |
17 | Roller material | Cr12MoV |
18 | Roller hardness | HRC58-60 |
19 | Roughness of roller pass | Not less than Ra0.100, Rz:0.8 standard. |
20 | Roller life | Roll copper: 4000t |
21 | Wheel gear material | 42CrMo |
22 | Gear module | 8 |
23 | Wheel gear hardness | HRC48-52 |
24 | rolling mill size | a complete production line: length 12m *width 6 m*height 2.5m�host: length 5.2m*width 2.3m *height 2m |
25 | height of center | 1230mm/height from the ground 1230mm |
Related products
-

Upward continuous casting units for Oxygen-free rod Production (following uses
the abbreviation: the unit)is for the production of light length of the oxygen-free
copper rods, large length of bright oxygen-free copper tube and large length of
bright oxygen-free copper slab.
-

Upward continuous casting units for Oxygen-free rod Production (following uses the abbreviation: the unit)is for the production of light length of the oxygen-free copper rods, large length of bright oxygen-free copper tube and large length of bright oxygen-free copper slab.
-

The unit melts electrolytic copper into liquid through an industrial frequency induction furnace, isolates it from the air by covering the surface with charcoal or injecting coal gas (to prevent oxidation of the copper liquid), and controls the temperature of the copper liquid at 1150℃+10℃ through a holding furnace. The continuous casting machine quickly forms copper bars in the bar casting device to continuously produce copper bars, which are finally loaded into discs through auxiliary equipment such as a single-head bar bending machine.
-

-

Continuous extrusion machine adopts advanced technology in the world, continuously feeds the raw material like rod of certain specification into a revolving wheel with groove in its periphery. The rod is rubbed and extruded in the groove, generating sufficient temperature by enormous force of friction and extrusion and getting state of recrystallization, then to be extruded and formed in one time through cavity and the special die, which could promptly produce various copper and aluminum profile and aluminum tube.
-
Continuous extrusion machine adopts advanced technology in the world, continuously feeds the raw material like rod of certain specification into a revolving wheel with groove in its periphery. The rod is rubbed and extruded in the groove, generating sufficient temperature by enormous force of friction and extrusion and getting state of recrystallization, then to be extruded and formed in one time through cavity and the special die, which could promptly produce various copper and aluminum profile and aluminum tube.
-

Continuous extrusion machine adopts advanced technology in the world, continuously feeds the raw material like rod of certain specification into a revolving wheel with groove in its periphery. The rod is rubbed and extruded in the groove, generating sufficient temperature by enormous force of friction and extrusion and getting state of recrystallization, then to be extruded and formed in one time through cavity and the special die, which could promptly produce various copper and aluminum profile and aluminum tube.
-

The Conklad Extrusion Machine uses the tangential continuous cladding technique, which will continuously clad the aluminum on the treated steel wire surface, then use bi-metal synchro deforming technics to draw the wire to the size expected. The ACS wrie manufactured under this technique will meet the IEC Standard and ASTM Standard.